


在现代电力传输与工业制造领域,电缆的性能直接决定设备运行的可靠性与安全性。作为电缆生产中的关键环节,绕包工艺通过多层材料的精密包裹,赋予电缆绝缘防护、抗电磁干扰等核心特性。然而,这一工艺的实现绝非简单叠加材料,而是需要严格遵循技术规范与科学参数。本文将系统梳理电缆绕包工艺的核心规范要求,揭示从材料选择到工艺控制的底层逻辑。
一、绕包材料选择的基础规范
电缆绕包层的性能首先取决于材料本身的特性。聚酯薄膜(PET)、云母带、无纺布等是常见绕包材料,但不同场景需针对性选型:
- 耐温等级:例如,云母带可在1000℃高温下维持绝缘性能,适用于耐火电缆;
- 介电强度:聚酰亚胺薄膜的击穿电压可达200kV/mm,适合高压电缆;
- 机械韧性:无纺布因柔韧性优异,常用于需要弯曲的移动设备电缆。 根据GB/T 2952.1-2008《电缆外护层》标准,材料采购时需提供第三方检测报告,验证厚度偏差(±0.02mm)、抗拉强度(≥50MPa)等指标。
二、绕包层结构与参数的设计准则
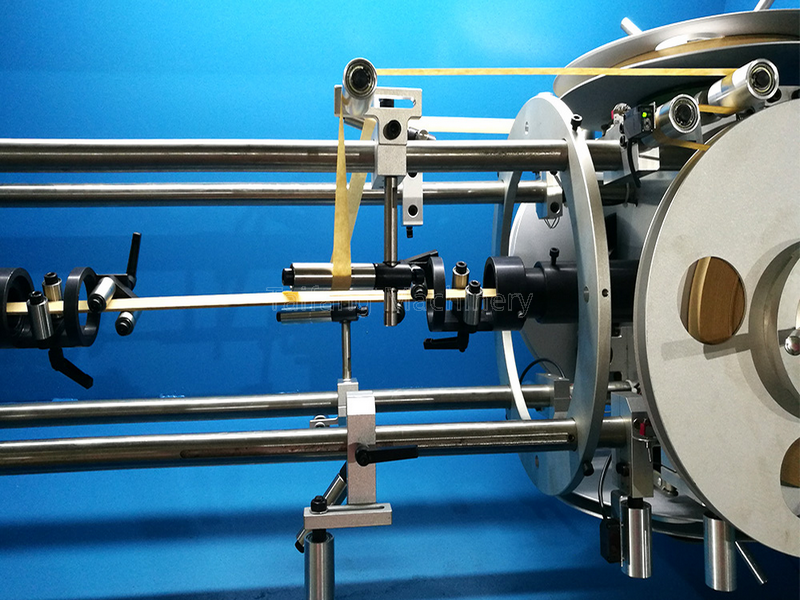
绕包工艺的核心在于通过层数、搭接率与张力控制实现无间隙覆盖:
1. 层数与重叠比例
单层绕包适用于低压电缆,搭接率需≥30%;
双层逆向绕包(如云母带+无纺布)可提升屏蔽效果,搭接率需≥50%;
特殊场景(如海底电缆)采用三层绕包,外层使用抗腐蚀材料。
2. 张力控制系统
绕包机的张力波动需控制在±5%以内。张力过大会导致材料拉伸变形,降低绝缘性能;张力不足则可能产生褶皱或气泡。某头部企业实测数据显示,张力偏差超过8%时,电缆局放量增加37%。
三、环境与设备的工艺控制要点
1. 生产环境要求
温湿度控制:温度需保持在25±3℃,湿度≤60%(避免材料吸潮);
洁净度:绕包区域需达到ISO 8级洁净标准,防止粉尘嵌入绕包层。
2. 设备校准规范
绕包机导轮的同轴度误差需≤0.05mm;
采用激光测距仪每月校准绕包角度,偏差控制在±1°内;
在线监测系统需实时反馈绕包厚度(精度±0.01mm)。
四、绕包缺陷的预防与纠正机制
1. 常见缺陷类型
搭接不均匀:表现为局部厚度突变,可通过调整导轮压力解决;
边缘翘曲:多因材料受热收缩不均,需优化预热温度(如PET带预热至80℃);
气泡残留:采用真空吸附装置或增加滚压工序消除。
2. 过程检验方法
在线X光检测:实时监测绕包层密度与空隙率;
分段抽样测试:每500米截取样本,进行击穿电压试验(参考IEC 60502-2标准)。
五、特殊场景的工艺适配方案
1. 高频传输电缆
需采用金属化薄膜绕包(如铝箔聚酯复合带),通过双层屏蔽结构将信号衰减降低至≤0.2dB/m。某5G基站电缆案例显示,优化后的绕包工艺使回波损耗改善40%。
2. 超高压直流电缆
在±320kV直流电缆中,绕包层需增加半导电缓冲层,配合梯度设计将电场畸变率控制在5%以内。
六、质量追溯与文档管理规范
完整的工艺记录是质量追溯的基础:
- 每批次绕包材料需记录供应商代码、入库检验数据;
- 生产参数(如绕包速度、张力值)保存周期≥5年;
- 异常事件(如设备停机超15分钟)必须标注在流程卡中。 通过上述六大维度的规范控制,电缆绕包工艺得以从经验操作升级为标准化制造流程。数据显示,严格执行工艺规范的企业,其电缆产品寿命平均提升30%,故障率下降至0.12次/千公里·年。在新能源与智能电网快速发展的今天,这种精细化管理正在成为行业竞争力的分水岭。
